
 Das
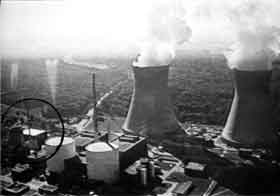
Kernkraftwerk in Grundremmingen Block A, das 1966 als das leistungsstärkste
Kernkraftwerk der Welt nach nur 4-jähriger Bauzeit ans Netz ging,
liegt an der Donau zwischen Ulm und Augsburg. Es war das Erste von
3 Demonstrationskernkraftwerken in der Bundesrepublik Deutschland.
Das Projekt wurde gefördert durch die Bundesregierung und die
Europäische Atomgemeinschaft EURATOM. Bauherr und Betreiber ist
die Kernkraftwerk RWE - Bayernwerk GmbH. Es lieferte während
der gesamten Laufzeit 15000 GWh in das öffentliche Netz und kam
dabei auf eine durchschnittliche Zeitverfügbarkeit von ca. 75%.
250 Megawatt Leistung sollten die Baukosten von 304 Millionen DM amortisieren.
Gleichzeitig wurde bereits mit der Inbetriebnahme an das Betriebsende
gedacht und für den danach notwendigen "Sicheren Einschluss"
oder "Rückbau" entsprechende Gelder zurückgelegt. Das Ende
kam 1977 infolge eines Fehlers in der Turbinenregelung, bedingt durch
einen externen Kurzschluss in den vom Kernkraftwerk wegführenden
Stromleitungen. Die Folge war, dass sich etwa 200.000 Liter Wasser
in das Reaktorgebäude ergossen. Obwohl aufwendige Reparaturarbeiten
und Nachrüstungen im Sicherheitsbereich getätigt wurden,
entschloss sich die Kernkraftwerkleitung nicht mehr ans Netz zu gehen,
nicht zuletzt deswegen, weil sich in unmittelbarer Nachbarschaft bereits
die Blöcke B und C im Bau befanden. Mit dem Stillstand wurden
unverzüglich die Brennelemente aus dem Reaktordruckgefäss
entnommen und im Brennelementlagerbecken deponiert. Jetzt konnte mit
den Vorbereitungen für den Rückbau begonnen werden, nachdem
sich die Verantwortlichen gegen einen Einschluss, der eine absolute
Abdichtung des gesamten Reaktorgebäudes über viele Jahrzehnte
bedeutet hätte, und für den Abbau der gesamten Anlage entschieden
hatten. Gründe dafür waren darin zu sehen, dass zu diesem
Zeitpunkt noch die gesamte Infrastruktur vorhanden und daneben das
Team der Betreibungszeit noch anwesend waren, das das Kernkraftwerk
bis in die
Das
Kernkraftwerk in Grundremmingen Block A, das 1966 als das leistungsstärkste
Kernkraftwerk der Welt nach nur 4-jähriger Bauzeit ans Netz ging,
liegt an der Donau zwischen Ulm und Augsburg. Es war das Erste von
3 Demonstrationskernkraftwerken in der Bundesrepublik Deutschland.
Das Projekt wurde gefördert durch die Bundesregierung und die
Europäische Atomgemeinschaft EURATOM. Bauherr und Betreiber ist
die Kernkraftwerk RWE - Bayernwerk GmbH. Es lieferte während
der gesamten Laufzeit 15000 GWh in das öffentliche Netz und kam
dabei auf eine durchschnittliche Zeitverfügbarkeit von ca. 75%.
250 Megawatt Leistung sollten die Baukosten von 304 Millionen DM amortisieren.
Gleichzeitig wurde bereits mit der Inbetriebnahme an das Betriebsende
gedacht und für den danach notwendigen "Sicheren Einschluss"
oder "Rückbau" entsprechende Gelder zurückgelegt. Das Ende
kam 1977 infolge eines Fehlers in der Turbinenregelung, bedingt durch
einen externen Kurzschluss in den vom Kernkraftwerk wegführenden
Stromleitungen. Die Folge war, dass sich etwa 200.000 Liter Wasser
in das Reaktorgebäude ergossen. Obwohl aufwendige Reparaturarbeiten
und Nachrüstungen im Sicherheitsbereich getätigt wurden,
entschloss sich die Kernkraftwerkleitung nicht mehr ans Netz zu gehen,
nicht zuletzt deswegen, weil sich in unmittelbarer Nachbarschaft bereits
die Blöcke B und C im Bau befanden. Mit dem Stillstand wurden
unverzüglich die Brennelemente aus dem Reaktordruckgefäss
entnommen und im Brennelementlagerbecken deponiert. Jetzt konnte mit
den Vorbereitungen für den Rückbau begonnen werden, nachdem
sich die Verantwortlichen gegen einen Einschluss, der eine absolute
Abdichtung des gesamten Reaktorgebäudes über viele Jahrzehnte
bedeutet hätte, und für den Abbau der gesamten Anlage entschieden
hatten. Gründe dafür waren darin zu sehen, dass zu diesem
Zeitpunkt noch die gesamte Infrastruktur vorhanden und daneben das
Team der Betreibungszeit noch anwesend waren, das das Kernkraftwerk
bis in die  letzten
Ecken bestens kannte. Die Kosten sind auf etwa 220 Millionen DM veranschlagt.
Seither sind im Durchschnitt 45 Personen täglich mit dem Abbau
und der Entsorgung des Innenlebens des Maschinen- und des Reaktorgebäudes
beschäftigt. Schritt für Schritt nähert sich die Truppe
dem Core, dem Reaktor selbst, der als das Herz bezeichnet wird. Da
keine empirischen Vergleichsobjekte und -Arbeiten vorlagen, musste
primär eine grundlegende Vorgehensstruktur geplant werden. Dieser
Rückbau erregt weltweit grosses Interesse, da er Modellcharakter
besitzt insofern, als hier technisches Know how zum Einsatz kommt,
das speziell für diesen Rückbau zum Teil vor Ort und von
Rückbau-Mitarbeitern neu entwickelt und im Vorfeld getestet wird.
Eine reizvolle Aufgabe auf technischem Gebiet, der sich eine hochmotivierte
Truppe stellt. Alle Mitarbeiter sind vom Gelingen dieses Projektes
überzeugt und der bis heute erzielte Fortschritt bestätigt
dies. Ziel ist es, durch optimale Planung und Vorgehensweise das Risiko
einer Strahlenbelastung für das Personal auf ein Minimum zu beschränken,
den grösstmöglichen Anteil des belasteten Materials zu dekontaminieren,
um ihn dann sicher endzulagern. Was bleiben wird ist eine leere Hülle,
die als vorläufiges Lager und Werkstätte benützt werden
kann, bevor sie irgendwann komplett abgebrochen werden wird. Für
eine reibungslose und möglichst gefahrlose Umsetzung der geplanten
Demontage, wurde der gesamte Rückbau in 3 Phasen eingeteilt,
die jedoch in der Praxis permanent ineinander übergreifen: Phase
I: Unmittelbar nach der Teilgenehmigung 1983 kann die Demontage im
vorgelagerten Maschinenhaus beginnen: Dieses enthält schwach
kontaminierte Teile wie u.a. die Dampf- und Speisewasserrohrleitungen,
den Kondensator, Pumpen, Vorwärmer und den Turbosatz. Nach ß9
des Atomgesetzes "Verwertung radioaktiver Reststoffe und Beseitigung
radioaktiver Abfälle" ist der Betreiber verpflichtet, diese schadlos
zu verwerten oder soweit dies nach dem Stand von Wissenschaft und
Technik nicht möglich oder wirtschaftlich nicht vertretbar ist,
als radioaktive Abfälle gesondert zu beseitigen. Gemäss
diesen Vorschriften stehen zwei Wege für eine Wiederverwertung
zur Verfügung: a. Dekontamination bis zur spezifischen Aktivität
von max. 0,1 Bq/g bzw. zur Oberflächenkontamination von max.
0,5 Bq/g b. Einschmelzen des Materials bei spezifischer Aktivität
bis 200 Bq/g und bedingte Verwertung im kerntechnischen Bereich. Da
in Phase I vorwiegend ferritische Stahl-Bauteile aus dem Dampf- Wasserkreislauf
anfallen, können beide Wege beschritten werden. Für die
praktische Vorgehensweise ist eine Einteilung in 3 Kontaminationsklassen
sinnvoll: am Grundmaterial festhaftende Kontamination im Anstrich
fixierte Kontamination lose haftende Kontamination Um Zugang zu den
verschiedenen Teilen in der Maschinenhalle zu bekommen, müssen
teilweise Abschirmwände, Fundamente, Estrich und sonstige Betonteile
beseitigt werden, zusammen etwa 500 Tonnen. Der dabei anfallende Betonschutt
wird auf transportfähige Grössen von 20 bis 35 Tonnen zugesägt,
anschliessend gereinigt und grossflächig freigemessen. Der weitaus
geringere Teil an gebrochenem Beton wird mittels eines Mahlwerkes
auf Walnussgrösse verkleinert und in Papiersäcken verpackt
massenspezifisch freigemessen. Nach Einbringen der benötigten
Demontagemaschinen und Schutzvorrichtungen werden die überwiegend
anfallenden Stahlteile nach ausgearbeitetem Plan zerlegt, mit Hilfe
von Bügel-, Band- oder Schwertsäge, Tafel- oder Krokodilschere
mechanisch zerkleinert und, wo es sinnvoll ist, werden thermische
Trennverfahren angewandt wie z.B. autogenes Brennschneiden. Bei Wanddicken
von weniger als 100 mm hat sich Acetylenbrennen bewährt, bei
stärkeren Wanddicken Propangasbrennen. Hierbei ist generell Atemschutz
vorgeschrieben und freiwerdende Aerosole sind vor Ort abzusaugen.
Die so zerkleinerten und nun mobilen Teile können mit Hilfe von
Kränen oder fahrbaren Untersätzen zur weiteren Verarbeitung
an einen geeigneten Platz gebracht oder an die vorbereiteten Dekontaminationsstellen
transportiert werden. Bauteile mit festhaftender Kontamination werden
chemisch und/oder elektrochemisch dekontaminiert. Hierzu stehen 2
mit ca. 40prozentiger Phosphorsäure gefüllte Tauchbecken
zur Verfügung, die von 6000-A- bzw. 4000-A-Gleichrichtern versorgt
werden. Beim sogenannten Elektropolieren wird in einem Phosphorsäurebad
über Elektroden eine Spannung von 10 Volt erzeugt, gleichsam
ein umgekehrter Galvanisierungsprozess, wodurch die Metallteile gereinigt
werden und sogar im Mikrobereich eine Art Polierung erfahren. Die
eingesetzte Phosphorsäure wird nach einem speziellen patentierten
Verfahren regeneriert und dem Prozess wieder zugeführt. Dabei
fallen bei 1 Tonne Eisen 12 Kilogramm EisenIonen an, die durch Beigabe
von Oxalsäure und Fällung des abgetragenen Materials und
nach Filtration als festes Eisenoxalat nun vorliegen. Eine anschliessende
thermische Behandlung von 32 Kilogramm Eisenoxalat ergibt einen radioaktiven
Sekundärabfall von 15 Kilogramm Eisenoxid. Eine Endreinigung
mit einem gewöhnlichen Dampfreiniger schliesst sich an. Das Verfahren
ist so effektiv, dass Eisen, wenn es die letzte Prüfungsbarriere
erfolgreich durchlaufen hat, einer normalen Schrottverwertung zugeführt
werden kann. Im Anstrich fixierte Kontamination wird durch chemisches
Abbeizen mittels Natronlauge entfernt. Lose haftende Kontamination
kann durch Wasserhochdruckstrahlgeräte problemlos beseitigt werden.
Bei beiden Verfahren fällt Abwasser an, das in der Wasseraufbereitung
bzw. in der Verdampferanlage entsorgt werden muss. Das Einschmelzverfahren
wird angewandt, wenn sich aufgrund von unwirtschaftlichen Aspekten
oder anderen Gegebenheiten, wie z.B. dünnwandige Wärmetauscherrohre
oder komplizierte Geometrie des betreffenden Teiles, eine Dekontamination
als nicht sinnvoll erweist. So werden etwa Kondensatorrohre in einer
externen autorisierten Giesserei eingeschmolzen. Das entstehende Messing
kann danach freigegeben werden und wiederverwertet werden. Durch das
Schmelzen findet neben der Homogenisierung der Aktivität und
der damit verbundenen exakten Aktivitätsbestimmung eine starke
Reduzierung der Aktivität im geschmolzenen Material statt, da
während des Schmelzvorgangs nahezu das gesamte Cäsium 137
im Abluftfilter und in der Schmelzschlacke aufkonzentriert wird. Wichtig
bei all diesen Arbeiten ist eine hohe Demontage- und Zerlegegeschwindigkeit
im Strahlenfeld vor Ort und eine Nachzerlegung von ausgebauten Teilen
mit möglichst geringer Aerosolfreisetzung zur Vermeidung von
Inkorporationen. Bei der anschliessenden Dekontamination ist in jeder
Hinsicht auf optimalen Personenschutz zu achten. Ebenso ist eine Freisetzung
von Radioaktivität in die Umwelt in jeder Weise zu vermeiden.
Das Anlegen von Schutzkleidung ist obligatorisch. Jeder Arbeiter trägt
ständig ein Dosimeter bei sich. Das für die Abgabe in den
normalen Schrottkreislauf vorbereitete Material wird durch staatliche
Aufsichtsbehörden erst freigegeben, wenn diese durch eigene Messungen
von der Strahlungsfreiheit des Materials überzeugt sind. Selbstverständlich
wird das gesamte übrige Material ständig internen Messungen
unterzogen. Durch eine genauste Dokumentation aller Vorgänge
und der Lagerung ist ein lückenloser Nachweis der Arbeiten und
des Aufenthaltsortes ständig gewährleistet. Bis zum Abschluss
der Arbeiten in Phase I, also im Maschinenhaus, ergibt sich folgende
Massen- und Aktivitätsbilanz: Etwa 4000 Tonnen angefallenes Material
mit einer Gesamtaktivität von 4 x 1010 Bq, davon 70% Cobalt-60,
30% Cäsium-137, 44% Metall, 13% Beton und 2% sonstige Masse sind
zur freien Wiederverwertung geeignet. 38% Metall ist bedingt frei,
also etwa 1700 Tonnen. Dieses wird in einer Giesserei zu Endlagerbehältern
verarbeitet. Der Anteil des endzulagernden Abfalls beträgt 2%,
der wesentlich als Sekundärabfall bei der Dekontamination angefallen
ist. Zu sonstigem Material ist Isolierwolle und Öl zu zählen.
Während der Phase I ist das Personal keiner nennenswerten erhöhten
Strahlenbelastung ausgesetzt. Die Demontagearbeiten verursachten eine
Gesamtdosis von etwa 1Sv. Der Anteil der Strahlenbelastung durch Inkorporation
ist vernachlässigbar gering. Mit der Abluft wurden lediglich
Aerosole in geringen Mengen abgegeben. Der
letzten
Ecken bestens kannte. Die Kosten sind auf etwa 220 Millionen DM veranschlagt.
Seither sind im Durchschnitt 45 Personen täglich mit dem Abbau
und der Entsorgung des Innenlebens des Maschinen- und des Reaktorgebäudes
beschäftigt. Schritt für Schritt nähert sich die Truppe
dem Core, dem Reaktor selbst, der als das Herz bezeichnet wird. Da
keine empirischen Vergleichsobjekte und -Arbeiten vorlagen, musste
primär eine grundlegende Vorgehensstruktur geplant werden. Dieser
Rückbau erregt weltweit grosses Interesse, da er Modellcharakter
besitzt insofern, als hier technisches Know how zum Einsatz kommt,
das speziell für diesen Rückbau zum Teil vor Ort und von
Rückbau-Mitarbeitern neu entwickelt und im Vorfeld getestet wird.
Eine reizvolle Aufgabe auf technischem Gebiet, der sich eine hochmotivierte
Truppe stellt. Alle Mitarbeiter sind vom Gelingen dieses Projektes
überzeugt und der bis heute erzielte Fortschritt bestätigt
dies. Ziel ist es, durch optimale Planung und Vorgehensweise das Risiko
einer Strahlenbelastung für das Personal auf ein Minimum zu beschränken,
den grösstmöglichen Anteil des belasteten Materials zu dekontaminieren,
um ihn dann sicher endzulagern. Was bleiben wird ist eine leere Hülle,
die als vorläufiges Lager und Werkstätte benützt werden
kann, bevor sie irgendwann komplett abgebrochen werden wird. Für
eine reibungslose und möglichst gefahrlose Umsetzung der geplanten
Demontage, wurde der gesamte Rückbau in 3 Phasen eingeteilt,
die jedoch in der Praxis permanent ineinander übergreifen: Phase
I: Unmittelbar nach der Teilgenehmigung 1983 kann die Demontage im
vorgelagerten Maschinenhaus beginnen: Dieses enthält schwach
kontaminierte Teile wie u.a. die Dampf- und Speisewasserrohrleitungen,
den Kondensator, Pumpen, Vorwärmer und den Turbosatz. Nach ß9
des Atomgesetzes "Verwertung radioaktiver Reststoffe und Beseitigung
radioaktiver Abfälle" ist der Betreiber verpflichtet, diese schadlos
zu verwerten oder soweit dies nach dem Stand von Wissenschaft und
Technik nicht möglich oder wirtschaftlich nicht vertretbar ist,
als radioaktive Abfälle gesondert zu beseitigen. Gemäss
diesen Vorschriften stehen zwei Wege für eine Wiederverwertung
zur Verfügung: a. Dekontamination bis zur spezifischen Aktivität
von max. 0,1 Bq/g bzw. zur Oberflächenkontamination von max.
0,5 Bq/g b. Einschmelzen des Materials bei spezifischer Aktivität
bis 200 Bq/g und bedingte Verwertung im kerntechnischen Bereich. Da
in Phase I vorwiegend ferritische Stahl-Bauteile aus dem Dampf- Wasserkreislauf
anfallen, können beide Wege beschritten werden. Für die
praktische Vorgehensweise ist eine Einteilung in 3 Kontaminationsklassen
sinnvoll: am Grundmaterial festhaftende Kontamination im Anstrich
fixierte Kontamination lose haftende Kontamination Um Zugang zu den
verschiedenen Teilen in der Maschinenhalle zu bekommen, müssen
teilweise Abschirmwände, Fundamente, Estrich und sonstige Betonteile
beseitigt werden, zusammen etwa 500 Tonnen. Der dabei anfallende Betonschutt
wird auf transportfähige Grössen von 20 bis 35 Tonnen zugesägt,
anschliessend gereinigt und grossflächig freigemessen. Der weitaus
geringere Teil an gebrochenem Beton wird mittels eines Mahlwerkes
auf Walnussgrösse verkleinert und in Papiersäcken verpackt
massenspezifisch freigemessen. Nach Einbringen der benötigten
Demontagemaschinen und Schutzvorrichtungen werden die überwiegend
anfallenden Stahlteile nach ausgearbeitetem Plan zerlegt, mit Hilfe
von Bügel-, Band- oder Schwertsäge, Tafel- oder Krokodilschere
mechanisch zerkleinert und, wo es sinnvoll ist, werden thermische
Trennverfahren angewandt wie z.B. autogenes Brennschneiden. Bei Wanddicken
von weniger als 100 mm hat sich Acetylenbrennen bewährt, bei
stärkeren Wanddicken Propangasbrennen. Hierbei ist generell Atemschutz
vorgeschrieben und freiwerdende Aerosole sind vor Ort abzusaugen.
Die so zerkleinerten und nun mobilen Teile können mit Hilfe von
Kränen oder fahrbaren Untersätzen zur weiteren Verarbeitung
an einen geeigneten Platz gebracht oder an die vorbereiteten Dekontaminationsstellen
transportiert werden. Bauteile mit festhaftender Kontamination werden
chemisch und/oder elektrochemisch dekontaminiert. Hierzu stehen 2
mit ca. 40prozentiger Phosphorsäure gefüllte Tauchbecken
zur Verfügung, die von 6000-A- bzw. 4000-A-Gleichrichtern versorgt
werden. Beim sogenannten Elektropolieren wird in einem Phosphorsäurebad
über Elektroden eine Spannung von 10 Volt erzeugt, gleichsam
ein umgekehrter Galvanisierungsprozess, wodurch die Metallteile gereinigt
werden und sogar im Mikrobereich eine Art Polierung erfahren. Die
eingesetzte Phosphorsäure wird nach einem speziellen patentierten
Verfahren regeneriert und dem Prozess wieder zugeführt. Dabei
fallen bei 1 Tonne Eisen 12 Kilogramm EisenIonen an, die durch Beigabe
von Oxalsäure und Fällung des abgetragenen Materials und
nach Filtration als festes Eisenoxalat nun vorliegen. Eine anschliessende
thermische Behandlung von 32 Kilogramm Eisenoxalat ergibt einen radioaktiven
Sekundärabfall von 15 Kilogramm Eisenoxid. Eine Endreinigung
mit einem gewöhnlichen Dampfreiniger schliesst sich an. Das Verfahren
ist so effektiv, dass Eisen, wenn es die letzte Prüfungsbarriere
erfolgreich durchlaufen hat, einer normalen Schrottverwertung zugeführt
werden kann. Im Anstrich fixierte Kontamination wird durch chemisches
Abbeizen mittels Natronlauge entfernt. Lose haftende Kontamination
kann durch Wasserhochdruckstrahlgeräte problemlos beseitigt werden.
Bei beiden Verfahren fällt Abwasser an, das in der Wasseraufbereitung
bzw. in der Verdampferanlage entsorgt werden muss. Das Einschmelzverfahren
wird angewandt, wenn sich aufgrund von unwirtschaftlichen Aspekten
oder anderen Gegebenheiten, wie z.B. dünnwandige Wärmetauscherrohre
oder komplizierte Geometrie des betreffenden Teiles, eine Dekontamination
als nicht sinnvoll erweist. So werden etwa Kondensatorrohre in einer
externen autorisierten Giesserei eingeschmolzen. Das entstehende Messing
kann danach freigegeben werden und wiederverwertet werden. Durch das
Schmelzen findet neben der Homogenisierung der Aktivität und
der damit verbundenen exakten Aktivitätsbestimmung eine starke
Reduzierung der Aktivität im geschmolzenen Material statt, da
während des Schmelzvorgangs nahezu das gesamte Cäsium 137
im Abluftfilter und in der Schmelzschlacke aufkonzentriert wird. Wichtig
bei all diesen Arbeiten ist eine hohe Demontage- und Zerlegegeschwindigkeit
im Strahlenfeld vor Ort und eine Nachzerlegung von ausgebauten Teilen
mit möglichst geringer Aerosolfreisetzung zur Vermeidung von
Inkorporationen. Bei der anschliessenden Dekontamination ist in jeder
Hinsicht auf optimalen Personenschutz zu achten. Ebenso ist eine Freisetzung
von Radioaktivität in die Umwelt in jeder Weise zu vermeiden.
Das Anlegen von Schutzkleidung ist obligatorisch. Jeder Arbeiter trägt
ständig ein Dosimeter bei sich. Das für die Abgabe in den
normalen Schrottkreislauf vorbereitete Material wird durch staatliche
Aufsichtsbehörden erst freigegeben, wenn diese durch eigene Messungen
von der Strahlungsfreiheit des Materials überzeugt sind. Selbstverständlich
wird das gesamte übrige Material ständig internen Messungen
unterzogen. Durch eine genauste Dokumentation aller Vorgänge
und der Lagerung ist ein lückenloser Nachweis der Arbeiten und
des Aufenthaltsortes ständig gewährleistet. Bis zum Abschluss
der Arbeiten in Phase I, also im Maschinenhaus, ergibt sich folgende
Massen- und Aktivitätsbilanz: Etwa 4000 Tonnen angefallenes Material
mit einer Gesamtaktivität von 4 x 1010 Bq, davon 70% Cobalt-60,
30% Cäsium-137, 44% Metall, 13% Beton und 2% sonstige Masse sind
zur freien Wiederverwertung geeignet. 38% Metall ist bedingt frei,
also etwa 1700 Tonnen. Dieses wird in einer Giesserei zu Endlagerbehältern
verarbeitet. Der Anteil des endzulagernden Abfalls beträgt 2%,
der wesentlich als Sekundärabfall bei der Dekontamination angefallen
ist. Zu sonstigem Material ist Isolierwolle und Öl zu zählen.
Während der Phase I ist das Personal keiner nennenswerten erhöhten
Strahlenbelastung ausgesetzt. Die Demontagearbeiten verursachten eine
Gesamtdosis von etwa 1Sv. Der Anteil der Strahlenbelastung durch Inkorporation
ist vernachlässigbar gering. Mit der Abluft wurden lediglich
Aerosole in geringen Mengen abgegeben. Der  Genehmigungswert
von 3,7 x 108 wurde lediglich zu ca. 1% ausgenützt. Das Abwasser
aus der Rückbautätigkeit wurde der Wasseraufbereitungsanlage
der laufenden Blöcke zugeführt und ist von untergeordneter
Bedeutung. Phase II: In der zweiten Stillegungsphase, für die
seit 1989 die Genehmigung vorliegt, werden höher kontaminierte,
reaktorwasserbeaufschlagte Komponenten und Systeme im Reaktorgebäude,
wie Sekundärdampferzeuger, Primärreinigungskühler und
Primärumwälzpumpe abgebaut. Die primärwasserbeaufschlagten
Systeme und Komponenten, insbesondere die Dampferzeuger und die Primärreinigungsanlagen,
enthalten im Vergleich zu den bereits ausgebauten Teilen des Maschinenhauses
durch die erhöhte Kontamination etwa 100mal mehr Aktivität.
Sie verteilt sich etwa im Verhältnis 70:30 auf das Aktivierungsprodukt
Cobalt-60 und das Spaltungsprodukt Cäsium-137. Hier gelten alle
strahlenschutztechnischen Vorsichtsmassnahmen in erhöhtem Masse,
das heisst, dass die anfallenden Arbeiten, soweit es technisch möglich
ist, maschinell automatisiert werden, die personelle Präsenz
im Strahlungsbereich auf ein Minimum reduziert wird und für die
Weiterverarbeitung im Maschinenhaus entsprechende Schutzmassnahmen
getroffen werden, wie z.B. das Errichten von Schutzmauern oder die
Fernbedienung mittels Greifarmen. Für die Weiterverarbeitung
von aktiviertem Material wurden Schneide- und Sägemaschinen speziell
entwickelt und im leergeräumten Maschinenhaus installiert. Eine
1500 Tonnen Presse steht bereit, damit das endzulagernde Material
volumenreduziert in Fässern eingeschlossen und abtransportiert
werden kann. Als besondere Herausforderung an Personal und Technik
erweist sich die Demontage der 3 Dampferzeuger, die sich um das Druckgefäss
herum befinden. Während der Betriebszeit lieferten sie eine Sekundärdampfmenge
von 449 t/h mit einem Dampfdruck von 35 ata, dabei entwickelte sich
eine Temperatur von 241 Grad Celsius. Wegen ihrer Grösse von
10 Meter Höhe und einem Durchmesser von über 2 Metern ist
ein Abbau in tuto und eine Verarbeitung im Maschinenhaus nicht praktikabel,
so dass eine Möglichkeit der Verkleinerung vor ort anzustreben
ist. Dafür wird vom Ingenieursteam ein neues Verfahren entwickelt.
Nachdem der Dampferzeuger rundum zugänglich präpariert ist,
wird er von unten bis oben komplett in eine Kunststoffisolierfolie
gepackt und abgedichtet. Anschliessend wird dieser mit Wasser gefüllt.
Eigens hierfür gekaufte Kühlaggregate blasen nun über
Schläuche kalte Luft in das Innere des Dampferzeugers und gefrieren
diesen innerhalb weniger Wochen auf minus 18 bis 20 Grad Celsius tief.
Jetzt kann, oben beginnend, eine überdimensionale Bandsäge
vertikal an einer Führungsschiene angebracht werden, die vollautomatisch
den Sekundärdampferzeuger in 80 cm hohe Einzelstücke, sogenannte
Schüsse, unterteilt. Diese können anschliessend problemlos
zur Weiterbehandlung aus dem Reaktorgebäude gebracht werden.
Durch die Tiefgefrierung kommt es zu einer Abschirmung und Reduzierung
der Dosisleistung, die somit auch dem Schutz des Personals dient.
Das Eis verhindert eine Freisetzung von Aerosolen während des
Sägevorgangs. Desweiteren benötigt das Sägeblatt keine
zusätzliche Kühlung und reduziert somit indirekt den Sekundärabfall.
Als entscheidender Vorteil erweist sich die Eingefrierung beim Problem
der Fixierung der Wärmetauscherrohre, von denen sich 4000 im
Inneren des Dampferzeugers befinden, denn das Eis hält die Rohre
zusammen und unterbindet Schwingungen während des Sägens,
so dass die Rohre, vom Eismantel festgehalten, wie ein einzelnes dickes
Rohr betrachten werden können. Erfahrungsgemäss führt
der Sägevorgang zu keiner Erwärmung im Innern des Dampferzeugers.
8 Stunden benötigt die Säge für einen Schnitt, ehe
sie höhenverstellbar nach unten gefahren wird. Jetzt kann der
Schuss, 10 Tonnen schwer, mit einem Kran angehoben und ins Maschinenhaus
zur weiteren Verarbeitung transportiert werden. 11 Schnitte sind insgesamt
nötig, bis der stählerne Koloss zerlegt ist. Im Maschinenhaus
wird nun hinter einer eigens dafür errichteten Schutzmauer begonnen,
die gekürzten 4000 Wärmetauscherrohre, nachdem sie wieder
aufgetaut sind, aus dem Dampferzeugermantel zu nehmen. Da sich diese
zum Teil nur schwer lösen, wird mit Hilfe einer Rüttelapparatur
der Arbeitsvorgang unterstützt. Um das Personal weitestgehend
vor radioaktiver Belastung zu schützen, ist hier ausgefeilte
Technik besonders gefragt. Ferngesteuert und vollautomatisch wird
den Schüssen zu Leib gerückt. Die anschliessend kreuz und
quer vorliegenden Stäbe werden mit Hilfe eines Greifarmes auf
eine Art überdimensionale Kehrschaufel gelegt und in bereitgestellte
Fässer eingefüllt. Diese wiederum trägt ein Kran zur
hydraulischen Presse, in der sie im Rahmen der Volumenreduzierung
auf 20 cm starke tablettenförmige Scheiben reduziert und anschliessend
in weiteren gelben 200 Liter Fässern verpackt werden, um letztendlich
endgelagert werden zu können. Der dickwandige Mantel des Dampferzeugers
wird, nachdem er weiter zerkleinert ist, im Säurebad aktivitätsfrei
elektropoliert und kann nach den Strahlenmessungen in den normalen
Schrottkreislauf gebracht werden. Bei metallischen Bauteilen mit definierter
Oberfläche ist zur Freigabe die Bestimmung der Oberflächen-Restkontamination
erforderlich. Zu diesem Zweck werden 200 cm3-ĺ/ß-Grossflächenzähler
mit digitalen Auswertegeräten verwendet. Mit Hilfe einer speziellen,
von Mitarbeitern entwickelten, digitalen Signalverarbeitung lässt
sich eine Einzelmesszeit von 5s mit einer Nachweisgrenze von ca. 0,15
Bq/cm2 bezogen auf Cobalt-60, verwirklichen. Reststoffe ohne definierte
Oberfläche, wie gebrochener Beton oder Isoliermaterial, werden
auf hochempfindlichen Gamma- Messplätzen mit Flüssigszintillationssäulen
auf der Basis der gleichen Auswertetechnik freigemessen. Die Radioaktivität
in den Primärwassersystemen beläuft sich bei einer Masse
von umgerechnet 700 Tonnen auf 1x1012 Bq. Die Kontamination beträgt
dabei bis zu 20 000 Bq/cm2 bei ähnlichem Nuklidspektrum wie unter
Phase I. Die Kollektivdosis beträgt etwa 1,4 Sievert. Wenn man
die unterschiedlichen Massen der Phasen I und II berücksichtigt,
ist dies nur eine unwesentliche Dosiserhöhung gegenüber
der Belastung während den Arbeiten in Phase I des Rückbaus.
Phase III: In der Phase III, für die seit 1992 die Genehmigung
vorliegt, gilt die Konzentration des Rückbau-Teams allem voran
dem Reaktordruckbehälter und seinem Innenleben d. h. den kernnahen
Einbauten. Wegen ihrer unmittelbaren Nähe zu den Brennelementen
über viele Jahre hinweg geht von ihnen starke Strahlung aus.
Darunter fallen der Dampftrockner, der Speisewasserverteiler, die
obere und untere Gitterplatte, der Kernmantel, sowie andere geringe
Mengen von Materialien aus dem Reaktordruckgefäss. Der Biologische
Schild gehört zu den letzten Rückbauarbeiten. Für die
letzte Phase wird eine Gesamtaktivität von 5x1016 Bq kalkuliert,
die sich im wesentlichen auf die kernnahen, aktivierten Strukturen
mit einer Masse von 50 Tonnen konzentrieren. Fast die gesamte Aktivität
steckt in den kernnahen Einbauten, also in der oberen und unteren
Gitterplatte und im Kernmantel, die zusammen etwa eine Masse von 15
Tonnen haben. Von Vorteil ist, dass die hohe Aktivität nur zu
einem sehr geringen Teil strahlenschutztechnisch wirksam werden kann,
da sie im Material fest eingebunden vorliegt. Aus radiologischer Sicht
ist die im Schneidfugenmaterial mobilisierte Aktivität von Bedeutung.
Die Direktstrahlung dieser Bauteile, die bis zu 80 Sv/h beträgt,
wird aufgrund von Unterwasser-Fernhantierung weitgehend vom Personal
ferngehalten. Die aus dem Wasser aufsteigenden Aerosole werden mit
geeigneten Absauganlagen entfernt. Durch Eigenentwicklungen sowie
kalte und heisse Vorversuche werden geeignete Techniken und Verfahren
für Fernhantierung und Zerlegung qualifiziert. Zur Optimierung
der einzusetzenden Verfahren werden vor Beginn der Zerlegung an repräsentativen
Komponenten Schneideversuche durchgeführt. Der Dampftrockner,
4 Meter hoch und 7 Tonnen schwer, mit seiner komplexen Geometrie,
jedoch vergleichsweisen geringen Kontamination bzw. Aktivierung, stellt
dafür das geeignete Objekt dar. Daneben kann die Handhabung der
getrennten Teile und die Beherrschung der entstehenden Aerosole getestet
werden. Hierfür wird eine spezielle Zerlegeeinheit konzipiert
und gebaut. Diese besteht aus einer feststehenden Säule mit einem
gekrümmten Ausleger, auf dem verschiedene Werkzeugträger,
je nach Schneidaufgabe, montiert und verfahren werden können.
So wird die Aussenhaut des Dampftrockners, die sogenannte Schürze,
im Absetzbecken unter Wasser zerlegt. 200 Meter Schnittlänge
ergeben 160 Einzelteile. Mit Hilfe des Elektropolierverfahrens können
die Teile zur Weiterverarbeitung in eine externe autorisierte Giesserei
gebracht werden. Bewährt hat sich als Werkzeug ein Unterwaser-
Plasmabrenner. Mit ihm werden an der 5 mm dicken austenitischen Blechschürze
des Dampftrockners die Trennschnitte durchgeführt. Die Funktionsweise
eines Plasmabrenners ist folgende: Der von einem faustgrossen Brennerkopf
erzeugte Lichtbogen wird mit einem Argon-Stickstoffgemisch versorgt.
Bei einer Stromstärke von bis zu 600 Ampé re und einer
Leistung von 100 Kilowatt entstehen Temperaturen bis zu 10 000° Celsius.
Der Gasstrahl verdrängt das Wasser und das anfixierte Metall
schmilzt. Mit Hilfe von montierten Kameras kann der Schneidevorgang
jederzeit an Monitoren verfolgt werden. Dies ist auch notwendig, um
genaustens die errechneten Schnittstellen tätigen und den Schneidevorgang
permanent überwachen zu können. Unterstützt wird dies
durch einen entwickelten Drehtisch, auf dem die verschiedenen Teile
zentriert und dann milimetergenau auf die Schnittstelle lokalisiert
werden müssen. So ist eine optimale Lage des Materials zum Brenner
gewährleistet. Das Einrichten des Drehtisches und des Materials
nimmt zum eigentlichen Schneidevorgang verhältnismässig
viel Zeit in Anspruch. Der Schneidvorgang selbst dauert nur etwa 5
Minuten. Vor dem eigentlichen Zerkleinerungsvorgang werden bereits
passende Löcher in die vorgesehenen Teile geschnitten und mit
speziellen Halterungen versehen, um sie anschliessend an Seilen hängend
auf dem Beckenboden als sogenannte Pakete in einer Gitterbox zwischenzulagern.
In einem einzigen Transportvorgang sollen sie dann später gemeinsam
zur weiteren Dekontaminierung herausgehieft werden. Die Anforderungen
an das Zerlegekonzept des Reaktordruckbehälters mit einer Innenhöhe
von 15,9 Meter, einem Durchmesser von 3,71 Meter und einem Gewicht
von 282 Tonnen sind an den verschiedenen Druckgefässabschnitten
unterschiedlich. Als erster Schritt werden die Einbauten des Druckgefässes
fernbedient und unter Wasser thermisch getrennt. Der obere und untere
Teil des Gefässes kann aufgrund der geringen Aktivierung autogen
an Luft geschnitten werden. Die hohe Flexibilität und Schnittgeschwindigkeit
der thermischen Schnittverfahren kommen besonders an geometrischen
Besonderheiten im Bereich von Stutzen und Deckelflansch gegenüber
den langsamen mechanischen Methoden zum Tragen. Erst danach kann der
Mittelteil zersägt werden. Da dieser höher aktiviert ist
als der obere und untere Teil, werden die 120 mm dicken Wände
mittels einer hydraulisch angetriebenen Kreissäge in 2 Stufen
unter Wasser zerlegt. Somit ist genügend Platz geschaffen und
die Kalotte, weniger aktiviert, kann nun durch trockenes, thermisches
Verfahren getrennt werden. Insgesamt fallen in Phase III etwa 600
Tonnen Stahl und Beton an, die in ein Endlager gebracht werden müssen,
verpackt und abgedichtet in Fässern zu je 200 Litern. Diese Menge
wird nicht mehr als rund 1% der gesamten Abbaumasse des Innenlebens
von Maschinenhaus und Reaktorgebäude darstellen. Die Masse aus
der Phase III führt zu einer Kollektivdosisbelastung von rund
1,5 Sv und bleibt damit im Bereich der Phasen I und II. Als letzter
Rückbauschritt steht der Biologische Schild auf dem Plan. Der
Biologische Schild stellt aufgrund seiner Masse und seiner Aktivierung
eine besondere Anforderung an Mensch und Technik. Mit einer Höhe
von 5 Metern, einem Innendurchmesser von rund 4 Metern und einer Betonstärke
von 1,3 Metern, bringt der Koloss ein stolzes Gewicht von rund 300
Tonnen auf die Waage. Desweiteren ist er von Metallrohren, Rohr an
Rohr, wie ein Schild rundum durchsetzt. Die Rohre haben die Aufgabe
die entstehenden hohen Temperaturen während der Betriebszeit
abzuleiten. So ist er von der Konsistenz und dem Handling nicht dazu
geeignet, um ihn einfach aus seinem 35jährigen Kokon problemlos
und in tuto herausnehmen zu können. Zu berücksichtigen ist
dabei die Aktivität von 1x1011 Bq. Daher gilt es, ein vernünftiges
und praktikables Verfahren zu ersinnen, den Schild an seinem Standort
so zu zerlegen, dass die entstehenden Betonteile sicher aus dem Reaktorgebäude
gebracht werden können. Dabei ist nicht nur das Zerkleinerungsverfahren
selbst zu klären, sondern gleichbedeutend wichtig ist, dass das
Personal unter grösstmöglichen Kautelen arbeiten kann, die
freiwerdenden Aerosole gesammelt und die entstehenden Abfallvolumina
auf ein Minimum beschränkt werden können. Das dazu geeignete
Know how und eine kostengünstige Vorgehensweise sind hier neu
zu definieren. Hohe Ansprüche, denen es gilt gerecht zu werden.
Seine Aufgabe, einen natürlichen Schutz aufgrund seiner Materialbeschaffenheit
gegen radioaktiven Austritt zu bilden und die entstehende Wärme
zu kanalisieren, hat er mit Bravour erfüllt, so dass ihm nun
ein ganz besonderer und würdiger Abgang bereitet werden kann.
Während den Ü berlegungen und Planungen ist es allen Beteiligten
sehr schnell klar geworden, dass es unmöglich wäre, am Objekt
des Interesses direkt eine Art Versuchsreihe zu starten. Ein innovativer,
sich von den anderen Wegen unterscheidender Schritt musste eroiert
werden. Viel zu viele Unsicherheitsfaktoren liessen sich rein theoretisch
nicht verantwortungsvoll aus der Welt schaffen. Das Rückbau-Team
in Grundremmingen, allen voran die Rückbau-Spezialisten Dr. H.
Steiner und Dr. N. Eickelpasch, planen nun diesen letzten Schritt
akribisch bis ins letzte Detail, um alle eventuell auftretenden Probleme
bereits im Vorfeld im Griff zu haben und um auch ein noch so kleines
und unvorhersehbares Risiko ausschliessen zu können: Sie lassen
auf dem Kraftwerksgelände in unmittelbarer Nähe des Stichkanals
ein Modell des Biologischen Schildes im Masstab 1:1 nachbauen. Die
Originalpläne sind Grundlage des Modells. Auf einem vorbetonierten
Fundament wird in adäquater Betonmischung der runde Schild errichtet
und die wärmeleitenden Metallrohre werden in den planmässigen
Abständen rundum gleich mit einbetoniert. Eine aufwendige Arbeit,
die aber durchaus ihre Berechtigung hat. Jetzt können an dem
Modell die unterschiedlichsten Versuche für einen Abbau getätigt
werden. So werden Kernbohrungen vorgenommen. Mit diamantbeschichteten
Seilsägen werden vollautomatisch grosse Segmente aus der Betonhülle
herausgesägt und mit Hilfe eines Lastenkrans herausgehoben, nachdem
eine entsprechende Halterung angebracht ist. Die entstehenden Aerosole
werden mittels eines überdimensionalen Staubsaugers gesammelt,
ebenso der entstehende Betonstaub. Alle Arbeiten werden genaustens
dokumentiert und anschliessend diskutiert. Das nun durch die Vorversuche
in seiner Form wieder bereits beschädigte Modell wird bis zur
Vollendung des Rückbaus des Biologischen Schildes stehen bleiben,
um für eventuell weiter notwendige Versuche zur Verfügung
zu stehen. Die modellhaften Arbeiten haben gezeigt, dass der Rückbau
des Biologischen Schildes bei entsprechender Planung und sorgfältigem
Handling insgesamt keine übergrosse Barriere darstellt. Die anfallenden
Massen bedingen erfahrungsgemäss einen grösseren Zeitaufwand
der Demontage und der Entsorgung. Dieser wird aber billigend in Kauf
genommen, denn danach neigt sich der Rückbau dem Ende zu, das
etwa zur Jahrtausendwende erreicht wird. Masstabsgetreu wird das Modell
hergestellt, beruhend auf die im Vorfeld einfliessenden Erfahrungen
und offen für die aus der Idee heraus stammenden Postulate, die
je nach Bedarf das Modell modifizieren. Der Masstab ist die Idee selbst.
Es ist eine grossartige Idee. Das Modell zielt auf eine aus dem Besonderen
zum Allgemeinen hin tendierenden Objektivität ab, wobei diese
dann den Anspruch der unbegrenzten Gültigkeit fordert. Am Modell
wird die Idee einer ersten Prüfung unterzogen. Was hier entstanden
ist, ist gleichsam eine Spiegelung des Innersten, des sogenannten
Cores. Etwas, was dem Einblick über viele Jahre entzogen war,
erfährt hier seine visualisierte und abstrahierte Offenbarung.
Ein Bereich, der die Faszination, die Technik und die hervorgerufenen
Üngste der gesamten Kernenergie in sich vereinigt. Dort, wo es
um den Kern der Sache geht, dort wo sich die Kernreaktionen abspielen,
dieser Ort war bis jetzt dem Zugang für das menschliche Auge
verwehrt worden. Die Sehnsucht, in diesem geheimnisvollen Raum zu
verweilen, erfährt seine Erfüllung in der Begehbarkeit und
der Rezeption des 1:1 Modells des Biologischen Schildes. In dieses
kleine Bauwerk, das sich unter blauem Himmel präsentieren kann,
wird der Sieg des Menschen über die Technik und über die
Natur symbolisch transformiert. Das Modell steht damit stellvertretend
für den Fortschritt der Menschheit. Es ist der letzte Beweis,
den die Rückbau-Strategen noch anzutreten haben.
Genehmigungswert
von 3,7 x 108 wurde lediglich zu ca. 1% ausgenützt. Das Abwasser
aus der Rückbautätigkeit wurde der Wasseraufbereitungsanlage
der laufenden Blöcke zugeführt und ist von untergeordneter
Bedeutung. Phase II: In der zweiten Stillegungsphase, für die
seit 1989 die Genehmigung vorliegt, werden höher kontaminierte,
reaktorwasserbeaufschlagte Komponenten und Systeme im Reaktorgebäude,
wie Sekundärdampferzeuger, Primärreinigungskühler und
Primärumwälzpumpe abgebaut. Die primärwasserbeaufschlagten
Systeme und Komponenten, insbesondere die Dampferzeuger und die Primärreinigungsanlagen,
enthalten im Vergleich zu den bereits ausgebauten Teilen des Maschinenhauses
durch die erhöhte Kontamination etwa 100mal mehr Aktivität.
Sie verteilt sich etwa im Verhältnis 70:30 auf das Aktivierungsprodukt
Cobalt-60 und das Spaltungsprodukt Cäsium-137. Hier gelten alle
strahlenschutztechnischen Vorsichtsmassnahmen in erhöhtem Masse,
das heisst, dass die anfallenden Arbeiten, soweit es technisch möglich
ist, maschinell automatisiert werden, die personelle Präsenz
im Strahlungsbereich auf ein Minimum reduziert wird und für die
Weiterverarbeitung im Maschinenhaus entsprechende Schutzmassnahmen
getroffen werden, wie z.B. das Errichten von Schutzmauern oder die
Fernbedienung mittels Greifarmen. Für die Weiterverarbeitung
von aktiviertem Material wurden Schneide- und Sägemaschinen speziell
entwickelt und im leergeräumten Maschinenhaus installiert. Eine
1500 Tonnen Presse steht bereit, damit das endzulagernde Material
volumenreduziert in Fässern eingeschlossen und abtransportiert
werden kann. Als besondere Herausforderung an Personal und Technik
erweist sich die Demontage der 3 Dampferzeuger, die sich um das Druckgefäss
herum befinden. Während der Betriebszeit lieferten sie eine Sekundärdampfmenge
von 449 t/h mit einem Dampfdruck von 35 ata, dabei entwickelte sich
eine Temperatur von 241 Grad Celsius. Wegen ihrer Grösse von
10 Meter Höhe und einem Durchmesser von über 2 Metern ist
ein Abbau in tuto und eine Verarbeitung im Maschinenhaus nicht praktikabel,
so dass eine Möglichkeit der Verkleinerung vor ort anzustreben
ist. Dafür wird vom Ingenieursteam ein neues Verfahren entwickelt.
Nachdem der Dampferzeuger rundum zugänglich präpariert ist,
wird er von unten bis oben komplett in eine Kunststoffisolierfolie
gepackt und abgedichtet. Anschliessend wird dieser mit Wasser gefüllt.
Eigens hierfür gekaufte Kühlaggregate blasen nun über
Schläuche kalte Luft in das Innere des Dampferzeugers und gefrieren
diesen innerhalb weniger Wochen auf minus 18 bis 20 Grad Celsius tief.
Jetzt kann, oben beginnend, eine überdimensionale Bandsäge
vertikal an einer Führungsschiene angebracht werden, die vollautomatisch
den Sekundärdampferzeuger in 80 cm hohe Einzelstücke, sogenannte
Schüsse, unterteilt. Diese können anschliessend problemlos
zur Weiterbehandlung aus dem Reaktorgebäude gebracht werden.
Durch die Tiefgefrierung kommt es zu einer Abschirmung und Reduzierung
der Dosisleistung, die somit auch dem Schutz des Personals dient.
Das Eis verhindert eine Freisetzung von Aerosolen während des
Sägevorgangs. Desweiteren benötigt das Sägeblatt keine
zusätzliche Kühlung und reduziert somit indirekt den Sekundärabfall.
Als entscheidender Vorteil erweist sich die Eingefrierung beim Problem
der Fixierung der Wärmetauscherrohre, von denen sich 4000 im
Inneren des Dampferzeugers befinden, denn das Eis hält die Rohre
zusammen und unterbindet Schwingungen während des Sägens,
so dass die Rohre, vom Eismantel festgehalten, wie ein einzelnes dickes
Rohr betrachten werden können. Erfahrungsgemäss führt
der Sägevorgang zu keiner Erwärmung im Innern des Dampferzeugers.
8 Stunden benötigt die Säge für einen Schnitt, ehe
sie höhenverstellbar nach unten gefahren wird. Jetzt kann der
Schuss, 10 Tonnen schwer, mit einem Kran angehoben und ins Maschinenhaus
zur weiteren Verarbeitung transportiert werden. 11 Schnitte sind insgesamt
nötig, bis der stählerne Koloss zerlegt ist. Im Maschinenhaus
wird nun hinter einer eigens dafür errichteten Schutzmauer begonnen,
die gekürzten 4000 Wärmetauscherrohre, nachdem sie wieder
aufgetaut sind, aus dem Dampferzeugermantel zu nehmen. Da sich diese
zum Teil nur schwer lösen, wird mit Hilfe einer Rüttelapparatur
der Arbeitsvorgang unterstützt. Um das Personal weitestgehend
vor radioaktiver Belastung zu schützen, ist hier ausgefeilte
Technik besonders gefragt. Ferngesteuert und vollautomatisch wird
den Schüssen zu Leib gerückt. Die anschliessend kreuz und
quer vorliegenden Stäbe werden mit Hilfe eines Greifarmes auf
eine Art überdimensionale Kehrschaufel gelegt und in bereitgestellte
Fässer eingefüllt. Diese wiederum trägt ein Kran zur
hydraulischen Presse, in der sie im Rahmen der Volumenreduzierung
auf 20 cm starke tablettenförmige Scheiben reduziert und anschliessend
in weiteren gelben 200 Liter Fässern verpackt werden, um letztendlich
endgelagert werden zu können. Der dickwandige Mantel des Dampferzeugers
wird, nachdem er weiter zerkleinert ist, im Säurebad aktivitätsfrei
elektropoliert und kann nach den Strahlenmessungen in den normalen
Schrottkreislauf gebracht werden. Bei metallischen Bauteilen mit definierter
Oberfläche ist zur Freigabe die Bestimmung der Oberflächen-Restkontamination
erforderlich. Zu diesem Zweck werden 200 cm3-ĺ/ß-Grossflächenzähler
mit digitalen Auswertegeräten verwendet. Mit Hilfe einer speziellen,
von Mitarbeitern entwickelten, digitalen Signalverarbeitung lässt
sich eine Einzelmesszeit von 5s mit einer Nachweisgrenze von ca. 0,15
Bq/cm2 bezogen auf Cobalt-60, verwirklichen. Reststoffe ohne definierte
Oberfläche, wie gebrochener Beton oder Isoliermaterial, werden
auf hochempfindlichen Gamma- Messplätzen mit Flüssigszintillationssäulen
auf der Basis der gleichen Auswertetechnik freigemessen. Die Radioaktivität
in den Primärwassersystemen beläuft sich bei einer Masse
von umgerechnet 700 Tonnen auf 1x1012 Bq. Die Kontamination beträgt
dabei bis zu 20 000 Bq/cm2 bei ähnlichem Nuklidspektrum wie unter
Phase I. Die Kollektivdosis beträgt etwa 1,4 Sievert. Wenn man
die unterschiedlichen Massen der Phasen I und II berücksichtigt,
ist dies nur eine unwesentliche Dosiserhöhung gegenüber
der Belastung während den Arbeiten in Phase I des Rückbaus.
Phase III: In der Phase III, für die seit 1992 die Genehmigung
vorliegt, gilt die Konzentration des Rückbau-Teams allem voran
dem Reaktordruckbehälter und seinem Innenleben d. h. den kernnahen
Einbauten. Wegen ihrer unmittelbaren Nähe zu den Brennelementen
über viele Jahre hinweg geht von ihnen starke Strahlung aus.
Darunter fallen der Dampftrockner, der Speisewasserverteiler, die
obere und untere Gitterplatte, der Kernmantel, sowie andere geringe
Mengen von Materialien aus dem Reaktordruckgefäss. Der Biologische
Schild gehört zu den letzten Rückbauarbeiten. Für die
letzte Phase wird eine Gesamtaktivität von 5x1016 Bq kalkuliert,
die sich im wesentlichen auf die kernnahen, aktivierten Strukturen
mit einer Masse von 50 Tonnen konzentrieren. Fast die gesamte Aktivität
steckt in den kernnahen Einbauten, also in der oberen und unteren
Gitterplatte und im Kernmantel, die zusammen etwa eine Masse von 15
Tonnen haben. Von Vorteil ist, dass die hohe Aktivität nur zu
einem sehr geringen Teil strahlenschutztechnisch wirksam werden kann,
da sie im Material fest eingebunden vorliegt. Aus radiologischer Sicht
ist die im Schneidfugenmaterial mobilisierte Aktivität von Bedeutung.
Die Direktstrahlung dieser Bauteile, die bis zu 80 Sv/h beträgt,
wird aufgrund von Unterwasser-Fernhantierung weitgehend vom Personal
ferngehalten. Die aus dem Wasser aufsteigenden Aerosole werden mit
geeigneten Absauganlagen entfernt. Durch Eigenentwicklungen sowie
kalte und heisse Vorversuche werden geeignete Techniken und Verfahren
für Fernhantierung und Zerlegung qualifiziert. Zur Optimierung
der einzusetzenden Verfahren werden vor Beginn der Zerlegung an repräsentativen
Komponenten Schneideversuche durchgeführt. Der Dampftrockner,
4 Meter hoch und 7 Tonnen schwer, mit seiner komplexen Geometrie,
jedoch vergleichsweisen geringen Kontamination bzw. Aktivierung, stellt
dafür das geeignete Objekt dar. Daneben kann die Handhabung der
getrennten Teile und die Beherrschung der entstehenden Aerosole getestet
werden. Hierfür wird eine spezielle Zerlegeeinheit konzipiert
und gebaut. Diese besteht aus einer feststehenden Säule mit einem
gekrümmten Ausleger, auf dem verschiedene Werkzeugträger,
je nach Schneidaufgabe, montiert und verfahren werden können.
So wird die Aussenhaut des Dampftrockners, die sogenannte Schürze,
im Absetzbecken unter Wasser zerlegt. 200 Meter Schnittlänge
ergeben 160 Einzelteile. Mit Hilfe des Elektropolierverfahrens können
die Teile zur Weiterverarbeitung in eine externe autorisierte Giesserei
gebracht werden. Bewährt hat sich als Werkzeug ein Unterwaser-
Plasmabrenner. Mit ihm werden an der 5 mm dicken austenitischen Blechschürze
des Dampftrockners die Trennschnitte durchgeführt. Die Funktionsweise
eines Plasmabrenners ist folgende: Der von einem faustgrossen Brennerkopf
erzeugte Lichtbogen wird mit einem Argon-Stickstoffgemisch versorgt.
Bei einer Stromstärke von bis zu 600 Ampé re und einer
Leistung von 100 Kilowatt entstehen Temperaturen bis zu 10 000° Celsius.
Der Gasstrahl verdrängt das Wasser und das anfixierte Metall
schmilzt. Mit Hilfe von montierten Kameras kann der Schneidevorgang
jederzeit an Monitoren verfolgt werden. Dies ist auch notwendig, um
genaustens die errechneten Schnittstellen tätigen und den Schneidevorgang
permanent überwachen zu können. Unterstützt wird dies
durch einen entwickelten Drehtisch, auf dem die verschiedenen Teile
zentriert und dann milimetergenau auf die Schnittstelle lokalisiert
werden müssen. So ist eine optimale Lage des Materials zum Brenner
gewährleistet. Das Einrichten des Drehtisches und des Materials
nimmt zum eigentlichen Schneidevorgang verhältnismässig
viel Zeit in Anspruch. Der Schneidvorgang selbst dauert nur etwa 5
Minuten. Vor dem eigentlichen Zerkleinerungsvorgang werden bereits
passende Löcher in die vorgesehenen Teile geschnitten und mit
speziellen Halterungen versehen, um sie anschliessend an Seilen hängend
auf dem Beckenboden als sogenannte Pakete in einer Gitterbox zwischenzulagern.
In einem einzigen Transportvorgang sollen sie dann später gemeinsam
zur weiteren Dekontaminierung herausgehieft werden. Die Anforderungen
an das Zerlegekonzept des Reaktordruckbehälters mit einer Innenhöhe
von 15,9 Meter, einem Durchmesser von 3,71 Meter und einem Gewicht
von 282 Tonnen sind an den verschiedenen Druckgefässabschnitten
unterschiedlich. Als erster Schritt werden die Einbauten des Druckgefässes
fernbedient und unter Wasser thermisch getrennt. Der obere und untere
Teil des Gefässes kann aufgrund der geringen Aktivierung autogen
an Luft geschnitten werden. Die hohe Flexibilität und Schnittgeschwindigkeit
der thermischen Schnittverfahren kommen besonders an geometrischen
Besonderheiten im Bereich von Stutzen und Deckelflansch gegenüber
den langsamen mechanischen Methoden zum Tragen. Erst danach kann der
Mittelteil zersägt werden. Da dieser höher aktiviert ist
als der obere und untere Teil, werden die 120 mm dicken Wände
mittels einer hydraulisch angetriebenen Kreissäge in 2 Stufen
unter Wasser zerlegt. Somit ist genügend Platz geschaffen und
die Kalotte, weniger aktiviert, kann nun durch trockenes, thermisches
Verfahren getrennt werden. Insgesamt fallen in Phase III etwa 600
Tonnen Stahl und Beton an, die in ein Endlager gebracht werden müssen,
verpackt und abgedichtet in Fässern zu je 200 Litern. Diese Menge
wird nicht mehr als rund 1% der gesamten Abbaumasse des Innenlebens
von Maschinenhaus und Reaktorgebäude darstellen. Die Masse aus
der Phase III führt zu einer Kollektivdosisbelastung von rund
1,5 Sv und bleibt damit im Bereich der Phasen I und II. Als letzter
Rückbauschritt steht der Biologische Schild auf dem Plan. Der
Biologische Schild stellt aufgrund seiner Masse und seiner Aktivierung
eine besondere Anforderung an Mensch und Technik. Mit einer Höhe
von 5 Metern, einem Innendurchmesser von rund 4 Metern und einer Betonstärke
von 1,3 Metern, bringt der Koloss ein stolzes Gewicht von rund 300
Tonnen auf die Waage. Desweiteren ist er von Metallrohren, Rohr an
Rohr, wie ein Schild rundum durchsetzt. Die Rohre haben die Aufgabe
die entstehenden hohen Temperaturen während der Betriebszeit
abzuleiten. So ist er von der Konsistenz und dem Handling nicht dazu
geeignet, um ihn einfach aus seinem 35jährigen Kokon problemlos
und in tuto herausnehmen zu können. Zu berücksichtigen ist
dabei die Aktivität von 1x1011 Bq. Daher gilt es, ein vernünftiges
und praktikables Verfahren zu ersinnen, den Schild an seinem Standort
so zu zerlegen, dass die entstehenden Betonteile sicher aus dem Reaktorgebäude
gebracht werden können. Dabei ist nicht nur das Zerkleinerungsverfahren
selbst zu klären, sondern gleichbedeutend wichtig ist, dass das
Personal unter grösstmöglichen Kautelen arbeiten kann, die
freiwerdenden Aerosole gesammelt und die entstehenden Abfallvolumina
auf ein Minimum beschränkt werden können. Das dazu geeignete
Know how und eine kostengünstige Vorgehensweise sind hier neu
zu definieren. Hohe Ansprüche, denen es gilt gerecht zu werden.
Seine Aufgabe, einen natürlichen Schutz aufgrund seiner Materialbeschaffenheit
gegen radioaktiven Austritt zu bilden und die entstehende Wärme
zu kanalisieren, hat er mit Bravour erfüllt, so dass ihm nun
ein ganz besonderer und würdiger Abgang bereitet werden kann.
Während den Ü berlegungen und Planungen ist es allen Beteiligten
sehr schnell klar geworden, dass es unmöglich wäre, am Objekt
des Interesses direkt eine Art Versuchsreihe zu starten. Ein innovativer,
sich von den anderen Wegen unterscheidender Schritt musste eroiert
werden. Viel zu viele Unsicherheitsfaktoren liessen sich rein theoretisch
nicht verantwortungsvoll aus der Welt schaffen. Das Rückbau-Team
in Grundremmingen, allen voran die Rückbau-Spezialisten Dr. H.
Steiner und Dr. N. Eickelpasch, planen nun diesen letzten Schritt
akribisch bis ins letzte Detail, um alle eventuell auftretenden Probleme
bereits im Vorfeld im Griff zu haben und um auch ein noch so kleines
und unvorhersehbares Risiko ausschliessen zu können: Sie lassen
auf dem Kraftwerksgelände in unmittelbarer Nähe des Stichkanals
ein Modell des Biologischen Schildes im Masstab 1:1 nachbauen. Die
Originalpläne sind Grundlage des Modells. Auf einem vorbetonierten
Fundament wird in adäquater Betonmischung der runde Schild errichtet
und die wärmeleitenden Metallrohre werden in den planmässigen
Abständen rundum gleich mit einbetoniert. Eine aufwendige Arbeit,
die aber durchaus ihre Berechtigung hat. Jetzt können an dem
Modell die unterschiedlichsten Versuche für einen Abbau getätigt
werden. So werden Kernbohrungen vorgenommen. Mit diamantbeschichteten
Seilsägen werden vollautomatisch grosse Segmente aus der Betonhülle
herausgesägt und mit Hilfe eines Lastenkrans herausgehoben, nachdem
eine entsprechende Halterung angebracht ist. Die entstehenden Aerosole
werden mittels eines überdimensionalen Staubsaugers gesammelt,
ebenso der entstehende Betonstaub. Alle Arbeiten werden genaustens
dokumentiert und anschliessend diskutiert. Das nun durch die Vorversuche
in seiner Form wieder bereits beschädigte Modell wird bis zur
Vollendung des Rückbaus des Biologischen Schildes stehen bleiben,
um für eventuell weiter notwendige Versuche zur Verfügung
zu stehen. Die modellhaften Arbeiten haben gezeigt, dass der Rückbau
des Biologischen Schildes bei entsprechender Planung und sorgfältigem
Handling insgesamt keine übergrosse Barriere darstellt. Die anfallenden
Massen bedingen erfahrungsgemäss einen grösseren Zeitaufwand
der Demontage und der Entsorgung. Dieser wird aber billigend in Kauf
genommen, denn danach neigt sich der Rückbau dem Ende zu, das
etwa zur Jahrtausendwende erreicht wird. Masstabsgetreu wird das Modell
hergestellt, beruhend auf die im Vorfeld einfliessenden Erfahrungen
und offen für die aus der Idee heraus stammenden Postulate, die
je nach Bedarf das Modell modifizieren. Der Masstab ist die Idee selbst.
Es ist eine grossartige Idee. Das Modell zielt auf eine aus dem Besonderen
zum Allgemeinen hin tendierenden Objektivität ab, wobei diese
dann den Anspruch der unbegrenzten Gültigkeit fordert. Am Modell
wird die Idee einer ersten Prüfung unterzogen. Was hier entstanden
ist, ist gleichsam eine Spiegelung des Innersten, des sogenannten
Cores. Etwas, was dem Einblick über viele Jahre entzogen war,
erfährt hier seine visualisierte und abstrahierte Offenbarung.
Ein Bereich, der die Faszination, die Technik und die hervorgerufenen
Üngste der gesamten Kernenergie in sich vereinigt. Dort, wo es
um den Kern der Sache geht, dort wo sich die Kernreaktionen abspielen,
dieser Ort war bis jetzt dem Zugang für das menschliche Auge
verwehrt worden. Die Sehnsucht, in diesem geheimnisvollen Raum zu
verweilen, erfährt seine Erfüllung in der Begehbarkeit und
der Rezeption des 1:1 Modells des Biologischen Schildes. In dieses
kleine Bauwerk, das sich unter blauem Himmel präsentieren kann,
wird der Sieg des Menschen über die Technik und über die
Natur symbolisch transformiert. Das Modell steht damit stellvertretend
für den Fortschritt der Menschheit. Es ist der letzte Beweis,
den die Rückbau-Strategen noch anzutreten haben.